
Лазерлік кесукесілетін материалға лазер сәулесін сәулелендіру болып табылады, осылайша материал қызады, балқытады және буланады, ал балқыма жоғары қысымды газбен үрленіп, тесік пайда болады, содан кейін сәуле материалда қозғалады және тесік үздіксіз саңылау жасайды.
Жалпы термиялық кесу технологиясы үшін, пластинаның шетінен бастауға болатын бірнеше жағдайларды қоспағанда, олардың көпшілігі пластинадағы кішкене тесікті тесіп, содан кейін кішкене тесіктен кесуді бастау керек.

негізгі принципілазерлік пирсингбұл: металл пластина бетіне белгілі бір энергетикалық лазер сәулесі сәулеленгенде, оның бір бөлігін шағылыстырумен қатар, металл сіңірген энергия металды балқытып, балқытылған металл бассейнін құрайды.Балқытылған металдың металл бетіне қатысты сіңіру жылдамдығы артады, яғни металдың балқуын жылдамдату үшін көбірек энергияны сіңіруге болады.Осы уақытта энергия мен ауа қысымын дұрыс бақылау балқытылған бассейндегі балқытылған металды алып тастауға және металл енгенше балқыған бассейнді үздіксіз тереңдетуге болады.
Практикалық қолдануда Пирс әдетте екі жолмен бөлінеді: импульстік пирсинг және жарылыс пирсинг.
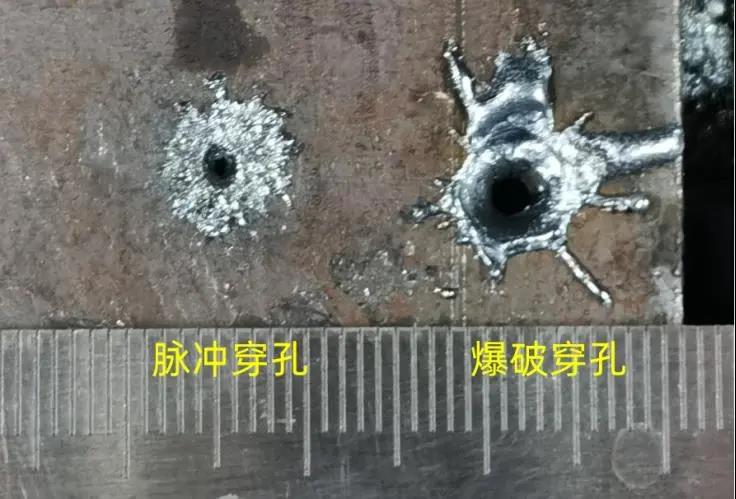
1. Импульстік тесу принципі кесілетін пластинаны сәулелендіру үшін жоғары шыңдық қуаты және төмен жұмыс циклі бар импульстік лазерді пайдалану болып табылады, осылайша материалдың аз мөлшері балқытылған немесе буланып, тесік арқылы тесік арқылы шығарылады. үздіксіз ұрып-соғудың және қосалқы газдың біріккен әрекеті кезінде және үздіксіз.Парақ енгенше бірте-бірте жұмыс жасаңыз.
Лазерлік сәулелену уақыты үзік-үзік, ал оның пайдаланатын орташа энергиясы салыстырмалы түрде төмен, сондықтан өңделетін бүкіл материалдың сіңіретін жылуы салыстырмалы түрде аз.Перфорацияның айналасында қалдық жылу аз болады және тесу орнында аз қалдық қалады.Осылайша тесілген саңылаулар да салыстырмалы түрде қалыпты және өлшемі бойынша кішкентай және негізінен бастапқы кесуге ешқандай әсер етпейді.
Жіберу уақыты: 08 қаңтар 2022 ж